��λǰ݅���������T�ӵij��W(xu��)�ߣ�����I�˱���ӿƼ���W(xu��)������ġ�늚��Ԅ�(d��ng)�����Ƽ��g(sh��)��(sh��)Ӗ(x��n)�̡̳������X�������(sh��)Ӗ(x��n)�}�C���ԏ�(qi��ng)�����ھ���(x��)�кܿ�����ˮƽ����ϧ���ϛ]���ṩ�����ij�����ǰ݅��?c��)���һ�£����Y���b���ڴ��x�x��λǰ݅�ˣ�����
�ҵ��]����
lcr_6406@126.com ��һ���}Ŀ���Q��PLC��䓰�܇���м�䓰�܇����ϵđ�(y��ng)��
1. ��ˇ���̣�
�΄�(w��)���D��ʾ��䓰�܇���м�䓰�܇���ʾ��D��
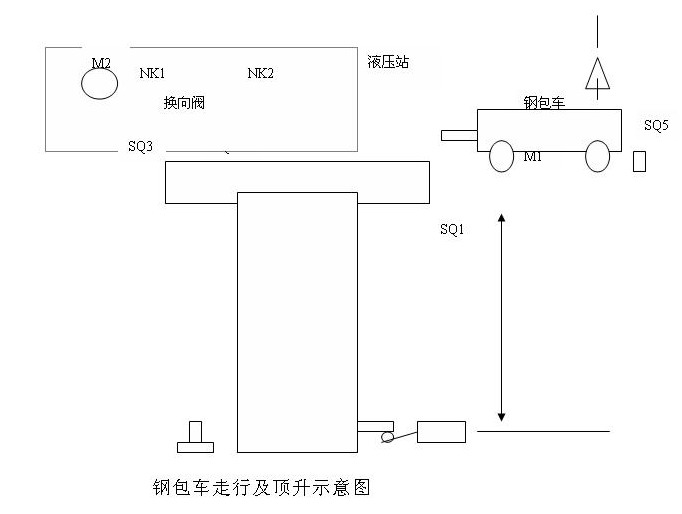
䓰�܇������M1���ஐ��늄�(d��ng)�C(j��)�τ�(d��ng)��䓰�܇������һ̎��λ�p�٘O��SQ4��һ��(g��)̎��λֹͣ�O��SQ3����һ��(g��)ԭʼλ�O��SQ5����(d��ng)䓰�܇����ڵ�λ��̎��λ�O��SQ3δ���r(sh��)��䓰�܇���в�����̎��λ�_����(d��ng)䓰�܇�_��̎��λ�����܆���(d��ng)Һ����M2��䓰�܇�����(d��ng)����Һ���(q��)��(d��ng)����Һ����M2���Q���y���ƣ�䓰�܇�����һ��λ�O��SQ2��һ��λ�O��SQ3���Q���yNK1��Ȧ��늕r(sh��)����������Q���yNK2��Ȧ��늕r(sh��)����½���䓰�܇����߶���һ�y(c��)���x�z�y(c��)��䓰�܇�������г�250cm��
2.����Ҫ��
��1�������O(sh��)Ӌ(j��)����늚��O(sh��)Ӌ(j��)Ҏ(gu��)�������б�Ҫ�ı��o(h��)���ܣ�
��2��������ʽ�鰴�����ˆT��WINCC�������O(sh��)����䓰�܇����߶Ⱥ��Ԅ�(d��ng)���o��䓰�܇�ȷ���ԭʼλ���yNK3���_�o䓰�܇���ϣ�10����Ԅ�(d��ng)�P(gu��n)�]NK3�y��䓰�܇�Ԅ�(d��ng)��̎��λ�_��
��3��늙C(j��)M1��׃�l���τ�(d��ng)��䓰�܇��̎��λ�_��(d��ng)�r(sh��)��늙C(j��)ȫ���\(y��n)�У���̎��λ�p�٘O�ޣ��ٶȜp���\(y��n)�У���̎��λֹͣ�O�ޕr(sh��)ֹͣ�\(y��n)�У�
��4��䓰�܇��̎��λ���Ԅ�(d��ng)����(d��ng)䓰�܇������ٶ��O(sh��)��100cm/min���Ԅ�(d��ng)Ӌ(j��)������߶ȣ���(d��ng)?sh��)��_(d��)�O(sh��)���߶ȕr(sh��)䓰�܇����Ԅ�(d��ng)ֹͣ��10���䓰�܇�Ԅ�(d��ng)�½�������λ���Ԅ�(d��ng)����(d��ng)����늙C(j��)����ԭʼλ��
��5����WinCC�����@ʾ䓰�܇���ʾ��D��Ҫ��䓰�܇����߶�ݔ�봰�ڡ��������½��ü��^���@ʾ��
��6�� ����̖(h��o)����������늙C(j��)�͂��͎�������B(t��i)ָʾ��
3������Ҫ���u(p��ng)�֘�(bi��o)��(zh��n)��
��1������PLC����ϵ�y(t��ng)ԭ��D���������·���֣���
��2������h(yu��n)�̙C(j��)���c���|���P�����_�Ӿ����������·���֣���
��3��������Ҫ�����Ӳ���M�B(t��i)�������d��PLC��
��4���܌�(sh��)�F(xi��n)���еĿ��ƹ��ܡ�
��5��WINCC���湦�ܡ�
[ ������shxzg88��2010-06-25 16:51���¾� ]
 �����W(w��ng)����31010802001143̖(h��o)
�����W(w��ng)����31010802001143̖(h��o)

