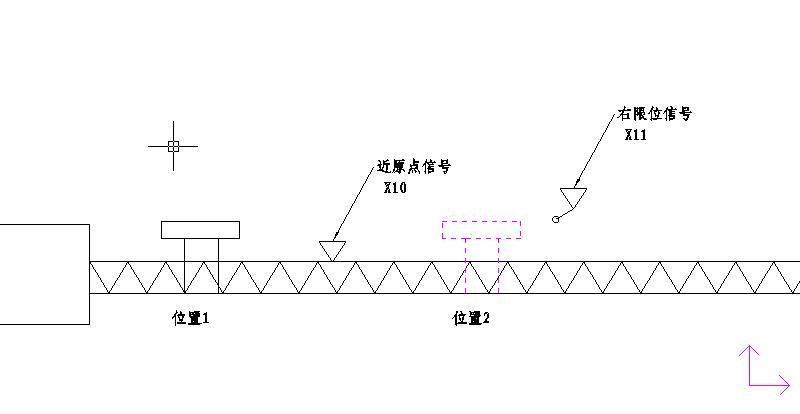
機械位置如圖所示,無論滑塊是在圖中的位置1還是位置2,均讓伺服電機正轉向右行走,直到接觸到右限位開關,(此處也可以用相對定位指令,無論在何處均發一固定數目的脈沖向右行走,保證能走到近點開關的右側),延時0.5秒后啟動原點回歸指令,中斷允許,以600R/分的速度向左行走,到達近點開關后以60轉/分的寸動速度行走(擋板的長度超過絲杠的最小螺距,保證在X10為OFF前找到Z信號)。
在X10為ON后,檢測到Z信號X0上升沿時,置位M3,使電機停止運轉,此時認為是原點
PLC為臺達EH2
疑問:1、首先,此方案是否可行
2、用中斷的目的是由于Z信號寬度比較窄,怕PLC響應不了
3、以前沒用過中斷,不知道中斷是不是這樣用,手冊上說外部中斷(I001,X0),沒能理解什么意思
4、伺服編碼器Z相輸出為差分輸出時,怎么接到PLC的X0上
最好能按照我說的這種思路改成正確的PLC程序,謝謝各位大俠
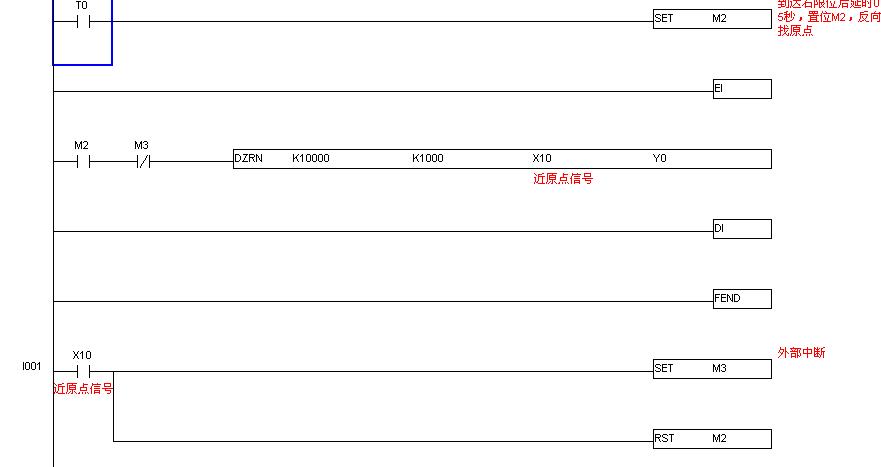
我寫的程序,
 臺達PLC原點復歸程序帶中斷求解.zip (13 K) 下载次数:711
臺達PLC原點復歸程序帶中斷求解.zip (13 K) 下载次数:711 PLC程序部分截圖,請指正
[ 此帖被gaoziyuan在2011-12-12 21:31重新編輯 ]
 滬公網安備31010802001143號
滬公網安備31010802001143號

