圖片:
圖片:

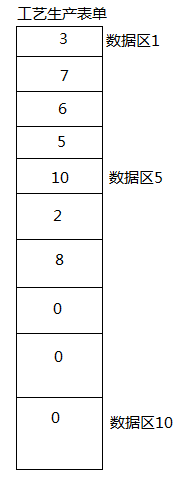
類似隨機(jī)生產(chǎn)工藝流程編排這種程序我以前做過,1:給程序分配數(shù)據(jù)區(qū)域(如:10個工位就分配連續(xù)10個數(shù)據(jù)區(qū))做成工藝流程表;2:把工位編號;3:把編好的藝代碼依次填寫到預(yù)定好的數(shù)據(jù)區(qū)域中。4:當(dāng)表其中一個工位要出件時(就查找一下自已工位代碼在這表格中排列的位置代號,位置代碼找出后+1就是自己目標(biāo)工位代號),然后通知小車把工件運(yùn)送到指定工位。如上圖1:圖表中數(shù)據(jù)區(qū)內(nèi)數(shù)據(jù)代表的工位編號。圖2為實(shí)際應(yīng)用中調(diào)度案例(實(shí)現(xiàn)工位1對N調(diào)度)。
方法很多種這是其中一種,還有其他方式例如:每個工位都分配好一定長數(shù)據(jù)區(qū)(目的是存儲編排好的工藝代碼),這種多式不需要用到查找功能。
[ 此帖被worker02在2018-08-10 15:35重新編輯 ]
 滬公網(wǎng)安備31010802001143號
滬公網(wǎng)安備31010802001143號

